





鈑金加工中的重要工序,粉末靜電噴涂世界上粉末靜電噴涂設備于962年由法國的SAMES公司研制成功,此后粉末靜電噴涂技術在迅速發展,正逐漸取代溶劑型涂料涂裝技術。從事噴涂行業的都知道靜電噴涂設備流水線所噴工件表面的漆層其均勻度、光澤度以及附著力均比普通手工噴漆尤佳。同時靜電噴漆不論是普通噴漆、油性和磁性的調和漆、過漆、氨基樹脂漆、環氧樹脂漆等都可以噴,操作簡單,且比一般氣噴能節省50%左右的油漆。噴涂時通常要求氣壓高,漆粒細,速度快。但氣壓過高,則會破壞電力的作用。應根據所用油漆涂料品種、涂裝現場和待涂工件等的不同,而選擇相適應的漆壓和氣壓。
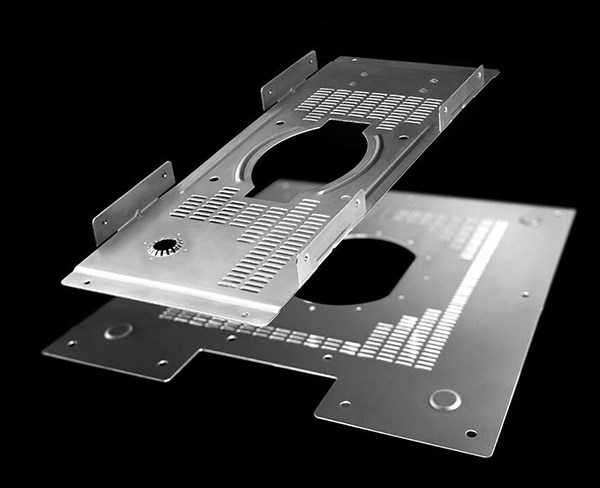





分切和剪切對于某些零件制造操作,需要在成形之前對金屬板進行轉換或切割。如果將金屬薄板或帶材制成管材卷,則無需進行覆膜。壓紙機,卷材修整器,下料機和剪板機將連續的金屬板和其他卷材材料的卷材切割成片材或修整毛坯的長度,使它們更易于搬運和放置到成型設備中。壓紙機和壓片系統通常用于金屬箔,金屬箔層壓板,紙張,塑料薄膜,織物和泡沫。

非模具加工:通過數沖 、激光切割、剪板機、折床、鉚釘機等設備對鈑金進行加工的工藝方式,一般用于樣品制作或小批量生產,成本較高。鈑金的成形加工:關鍵就是說對鈑金開展鈑金折彎、拉申,鈑金折彎的加工次序關鍵是從里到外、從小到大、先折狀況再折一般樣子的優先選擇次序加工。模具加工:通過固定的模具,對鈑金進行加工,一般有下料模和成型模,主要用于大批量生產,成本較低。


 在線客服
在線客服 13856998044
13856998044 hubing@yianjidian.com
hubing@yianjidian.com


